搭接接头剪切试验是测定材料在剪切力作用下的抗力性能,是搭接接头机械性能试验的基本试验方法之一。主要用于试验承受剪切载荷的搭接接头零件,如铆钉、螺栓、螺钉或类似的紧固件连接的搭接接头等。
由于层状复合板综合了各组元的特点,因此具有比单一板材更优异的综合性能。通常,复合板需经后续的成形加工(如冲压)才能制成最终的零件。传统的板料冲压成形性能参数主要有:屈强比,伸长率、厚向异性指数、加工硬化指数等等,而影响复合板成形性的主要原因有材料间的结合强度低,表层两侧的成形条件相差远等。因此对于层状复合板,层间剪切强度是复合板成形性能的重要指标之一。
螺栓是再工业领域广泛应用的结构和功能材料。对其力学性能的试验和研究是实现螺栓工艺优化和性能预报的关键,而剪切力学性能更是材料和力学工程师关注的重点。要正确测出材料的剪切强度与模量的关键是采取正确的试验方法,实现材料的纯剪切应力状态,并准确测量材料的剪切应变。
试验应使销子承受双截面剪切载荷。在试验器上用适当的夹具将销子夹住,并施加载荷,记录直至销子剪断时的最大载荷。剪切试验在夹具中完成(典型的夹具如图所示)。在夹具中销子支承各个零件。为了施加载荷,各配合零件应有与销公称直径相等的孔径(公差为H6),且硬度不低于HV 700。
采用弯曲、动载撞击或拉伸的方法,通过对焊缝施加静载荷或动载荷使其断裂在焊缝处以便检验断裂面,为了引发断裂可以改变缺口尺寸和温度。通过对焊缝断裂面的观察,可以评定焊缝断裂面的断裂形貌、焊缝缺欠类型、缺欠尺寸、焊缝缺欠质量等级等,对焊接工艺及焊接质量的提高有重要意义。
在金属管试样的端部,垂直于管轴线的平面上形成卷边,直至卷边后的外径达到相关产品标准的规定值,当相关产品标准未做规定时,在不使用放大镜的情况下,如果无目视可见的裂纹,应评为合格产品,仅在试样棱角处存在微裂纹不应判废。卷边试验在10℃~35℃下进行,如卷边的管材为焊接管时,焊管内部的焊缝余高需要去除。
扩口试验是检验金属管端扩口工艺的变形性能一种方法。在进行扩口试验时,将具有一定锥度(如1:10,1:15等)的顶芯压入金属管试样一端,使其均匀地扩张到有关技术条件规定的扩口率(%),然后检查扩口处是否有裂纹等缺陷,以判定合格与否。
铅笔硬度是指用具有规定尺寸、形状和硬度的铅笔芯的铅笔推过漆膜表面时,漆膜表面耐划痕或耐产生其他缺陷(漆膜发生塑性变形或内聚破坏)的性能。铅笔硬度计工作原理:将铅笔的一端削去大约5~6mm的木头,但不能伤到里面的笔芯,然后将铅笔以45°角固定并施加750g的负载,将铅笔笔尖压在漆膜上并以0.5mm/s~1mm/s的速度推动至少7mm,逐渐增加硬度至漆膜表面出现各种缺陷。铅笔硬度测试环境为23±2℃,相对湿度为(50±5)%。铅笔硬度是一种简单快捷的涂层硬度测试方法。
硬度是材料表面抵抗另一物体压入时所产生的塑性变形抗力的大小,是衡量材料软硬程度的一种指标。硬度值可以反映材料的强度和耐磨性,通常情况下硬度越高材料的强度越高,塑性变形抗力越高,材料耐磨性也越高。韦氏硬度测试是指一定形状的硬钢压针,在标准弹簧试验力作用下压入试样表面,用压针的压入深度确定材料硬度,定义0.01mm的压入深度为一个韦氏硬度单位,用符号HW表示。韦氏硬度仪器是一款便携式、体积小、体积小、重量轻、可单手操作,可快速、方便、无损地检测出材料硬度。它不必取样,对操作技能要求不高,非常适于在生产现场对材料进行快速硬度检测。缺点是灵敏度较差,量程较窄。韦氏硬度测试时试样表面应光滑洁净,检验时压针需与实验面垂直,通常情况下每个试样至少测试三个点,每个点之间的中心距应不小于6mm。
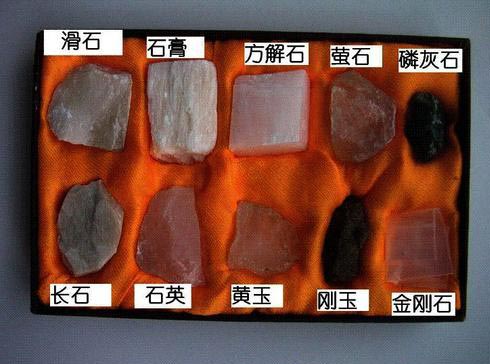
莫氏硬度是表示矿物硬度的一种标准。应用划痕法将棱锥形金刚钻针刻划所试矿物的表面而发生划痕,用所划划痕的深度分十级来表示硬度:1滑石、2石膏、3方解石、4萤石、5磷灰石、6正长石、7石英、8黄玉、9刚玉、10金刚石。莫氏硬度测试具体方法:将需要鉴别的矿物同莫氏硬度表中的标准硬度矿物相互刻划,来确定所要的测试矿物的硬度。如某矿物能划破方解石,又能被萤石划破。则该矿物的硬度介于3~4之间。
邵氏硬度测试原理:具有一定形状的钢制压针,在试验力作用下垂直入试样表面,当压足表面与试样表面完全贴合时,压针尖端面相对压足平面有一定的伸出长度L,以L值的大小来表征邵氏硬度的大小。邵氏硬度的测试方法是将邵氏硬度计插入被测材料,表盘上的指针通过弹簧与一个刺针相连,用针刺入被测表面,表盘上所显示的数值即为硬度值,压痕硬度与相应的压入深度成反比。
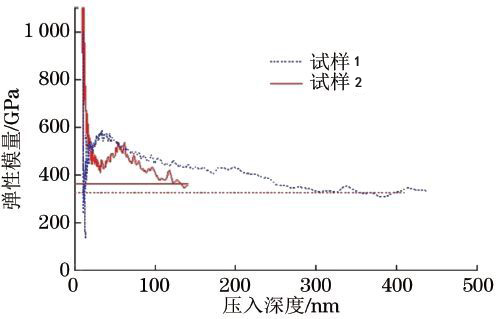
硬度是一种材料抵抗另一种较硬材料压入产生永久压痕的能力。进行洛氏、维氏和布氏硬度试验时得到的试验结果是在卸除试验力以后测定的,因此,忽略了在压头作用下材料弹性形变的影响。本测试方法是通过研究材料的塑性和弹性变形过程中力和形变两者的关系来评定材料的压痕特性。通过监测试验力施加和卸除的整个周期,本方法能够测定出于传统硬度值等效的硬度值。本方法还能够测定压痕模量和弹塑性条件下的性能,不需要采用光学法测量压痕,就能计算出上述所有值。本测试的测试原理是,采用一个硬度高于试样的压头,通过对试验力和压痕深度的连续记录,测定材料的硬度和其他性能参数。本测试在10~35℃下进行,测试试样表面无污染。为保证由于表面粗糙度导致的压痕深度的不确定度小于5%,压痕深度h至少应为表面粗糙度Ra值得20倍。
硬度是材料局部抵抗硬物压入其表面的能力,是衡量金属材料软硬程度的一种指标。硬度值可以反映材料的强度和耐磨性,通常情况下硬度越高材料的强度越高,塑性变形抗力越高,材料耐磨性也越高。努氏硬度测量原理是将顶部两相对面具有规定角度的菱形棱锥体金刚石头用试验力压入试样表面,经规定保持时间后卸除试验力,测量试样表面压痕长对角线的长度,具有较高的测量精度。努氏硬度试验的压痕压入深度只有长对角线长度的1 /30,维氏硬度试验的压痕压入深度为对角线长度的1/7,所以努氏硬度适用于表层硬度和薄件的硬度测试。同一试样在同一负荷下,努氏硬度压痕对角线长度约为维氏硬度压痕对角线长度的3倍,优于维氏硬度测量法。努氏硬度的测试温度范围在23±5℃,测试试样的表面应抛光且无污染,对于小的不规则的试样应进行镶嵌。测试过程中任一压痕中心距试样边缘,至少应为短压痕对角线长度的3倍,对于肩并肩的两相邻压痕之间的最小距离至少应为压痕短对角线长度的2.5倍,对于头碰头的两相邻压痕之间的最小距离至少应为压痕长对角线的1倍,如果两个压痕大小不同,压痕之间的最小距离至少应为较大压痕短对角线长度的1倍。压痕的测量装置应能将对角线放大到视场的25%~75%。
硬度是材料表面抵抗另一物体压入时所产生的塑性变形抗力的大小,是衡量金属材料软硬程度的一种指标。一般情况下,材料的硬度高,其耐磨性能也好。里氏硬度试验方法是一种动态硬度试验方法,用规定质量的冲击体在弹簧力作用下以一定速度垂直冲击试样表面,以冲击体在距试样表面1mm处的回弹速度与冲击速度的比值来表示材料的里氏硬度。里氏硬度计的冲击装置一般包括:D、DC、S、E、D+15、DL、C和G型,每种冲击装置都有其适用的硬度范围。里氏硬度测试时试样表面应避免出现加工硬化、试样表面需清理干净且满足一定的粗糙的要求。测试过程中两压痕中心和试件边缘之间的距离应允许在试件上安放整个支撑环。对于G型冲击装置的硬度计,任何情况下,冲头冲击点与试件边缘的距离都不应小于10mm,对于D、DC、DL、D+15、C、S和E型冲击装置,该距离不应小于5mm。两相邻压痕中心之间的距离至少应为压痕直径的3倍。
硬度是材料局部抵抗硬物压入其表面的能力,是衡量金属材料软硬程度的一种指标。硬度值可以反映材料的强度和耐磨性,通常情况下硬度越高材料的强度越高,塑性变形抗力越高,材料耐磨性也越高。维氏硬度试验原理是将两顶部两相对面具有规定角度的正四棱锥体金刚石压头用一定的试验力压入试样表面,保持规定时间后,卸除试验力,测量试样表面压痕对角线长度。维氏硬度值与试验力除以压痕表面积的商成正比。维氏硬度的试验一般在10℃~35℃下进行,根据试验力的大小维氏硬度可以分为维氏硬度试验、小力值维氏硬度试验、显微维氏硬度试验。维氏硬度的试样的测试面需要光滑平坦(抛光处理),试验面上应无污染。试验过程中任一压痕中心到试样边缘距离,对于钢、铜及铜合金至少应为压痕对角线长度的2.5倍;对于轻金属、铅、锡及其合金至少应为压痕对角线的3倍。两相邻压痕中心之间的距离,对于钢、铜及铜合金至少应为压痕对角线长度的3倍;对于轻金属、铅、锡及其合金至少应为压痕对角线的6倍,。如果相邻压痕大小不同,应按较大压痕确定压痕间距。压痕观察时放大系统应能将对角线放大到视场的25%~75%。显微维氏硬度(试验力范围0.09807N≤F<1.961N)可用于测定小件、薄件、硬化层、摩擦等材料表面性质的变化;可用于金相及金属物理学研究,测量材料的单晶体及金相组织。此外,通过对压痕形状的观察,可以研究金属各组成相的塑性和脆性;可用于玻璃、陶瓷、矿物等脆性材料的硬度测定。
硬度是材料局部抵抗硬物压入其表面的能力,是衡量金属材料软硬程度的一种指标。硬度值可以反映材料的强度和耐磨性,通常情况下硬度越高材料的强度越高,塑性变形抗力越高,材料耐磨性也越高。维氏硬度试验原理是将两顶部两相对面具有规定角度的正四棱锥体金刚石压头用一定的试验力压入试样表面,保持规定时间后,卸除试验力,测量试样表面压痕对角线长度。维氏硬度值与试验力除以压痕表面积的商成正比。维氏硬度的试验一般在10℃~35℃下进行,根据试验力的大小维氏硬度可以分为维氏硬度试验、小力值维氏硬度试验、显微维氏硬度试验。维氏硬度的试样的测试面需要光滑平坦(抛光处理),试验面上应无污染。试验过程中任一压痕中心到试样边缘距离,对于钢、铜及铜合金至少应为压痕对角线长度的2.5倍;对于轻金属、铅、锡及其合金至少应为压痕对角线的3倍。两相邻压痕中心之间的距离,对于钢、铜及铜合金至少应为压痕对角线长度的3倍;对于轻金属、铅、锡及其合金至少应为压痕对角线的6倍,。如果相邻压痕大小不同,应按较大压痕确定压痕间距。压痕观察时放大系统应能将对角线放大到视场的25%~75%。
硬度是材料局部抵抗硬物压入其表面的能力,是衡量金属材料软硬程度的一种指标。硬度值可以反映材料的强度和耐磨性,通常情况下硬度越高材料的强度越高,塑性变形抗力越高,材料耐磨性也越高。洛氏硬度试验包括洛氏和表面洛氏硬度洛氏硬度,两种试验的关键区别是表面洛氏硬度的试验力更小。洛氏硬度试验采用120°金刚石圆锥或碳化钨钢球作为压头,在初试验力F0及总试验力F1先后作用下,将规定的压头压入试样表面,保持一定的时间后返回到初始试验力,两次初始试验力下测的的压头深度的差值为h/mm,洛氏硬度的值根据h得到。洛氏硬度有不同的测试标尺(A、B、C、D、E、F、G、H、K、L、M等),常用的标尺有A、B、C,通常洛氏硬度的测试值应包含测试力、压头和标尺信息。洛氏硬度测试试样应光滑、清洁,测试过程中为了避免压痕产生的加工硬化影响硬度测试结果,两个临近压痕的中心距离应至少为压痕直径d的3倍,任何压痕的中心到试样边缘的枯竭应至少为压痕直径的2.5倍。
硬度是材料局部抵抗硬物压入其表面的能力,是衡量金属材料软硬程度的一种指标。硬度值可以反映材料的强度和耐磨性,通常情况下硬度越高材料的强度越高,塑性变形抗力越高,材料耐磨性也越高。由于压头、载荷以及载荷持续时间的不同,硬度的测试方法有好多种,布氏硬度的测量是以一定的大小的试验载荷,将一定直径的硬质合金球或淬硬钢球压入被测金属表面,保持规定时间,然后卸荷,测量被测表面压痕直径。布氏硬度是载荷除以压痕球形表面积所得的商,布氏硬度值用HB表示。压痕是具有一定半径的球形,压痕的表面积通过压痕的平均直径和压头的直径计算得到。布氏硬度的测试一般在10℃~35℃之间。试验力的选择应保证压痕直径在0.24D~0.6D之间,为了保证在尽可能大的有代表性的试样区域试验,应尽可能的选取大直径压头,当试样允许时,应优先选用直径10mm的球压头进行试验(4种允许直径1、2.5、5及10mm)。布氏硬度测试时硬度压痕中心距试样边缘距离至少应为压痕平均直径的2.5倍;两相邻压痕中心距离至少应为压痕平均直径的3倍。